Retour en force, avec upgrade à la clef
Cela fait un bon petit bout de temps que je ne suis pas venu faire quelques lignes sur ce Blog ! Et pour cause, comme tous, toujours plein de choses à faire. pour ma part cela aura été la création de l'association Info@Lèze (facebook) axée autour de la découverte du monde numérique. Bref...
Bref...Les upgrade au menu
Voilà que je me suis lancé dans l'upgrade de mon imprimante pour y ajouter l'auto leveler du lit chauffant et remplacer ma bonne J-HEAD par une tête plus récente. Pour le coup fesant confiance toujours à mon fournisseur (Emotion Tech), je me suis décidé pour une ALL IN ONE.Pour la partie AutoLeveler, j'ai opté pour un capteur inductif à 15 €, je souhaite définitivement en finir avec le réglage du Z... J'ai également trouvé toujours chez mon fournisseur un capteur inductif sympatique.
La mise en pratique
Là c'est une autre histoire... Comme cela faisait un petit bail que je n'avais pas mis à jour les drivers et autres soft, j'ai donc commencé par une petite mise à niveau. Donc je suis parti sur un Marlin 1.0.2 qui intègre la gestion de l'auto leveler du lit chauffant.
La tête ALL in ONE

Mécaniquement parlant, elle est plutôt bien réussite... il n'y a plus de place au hasard, tout est fixé par des vis (je pense notamment à la cartouche chauffante et la thermistance) et ceci est un grand plaisir ! Fini les plans scotch et compagnie pour tenir à la foi le fil, la thermistance dans son petit trou etc... Le système de refroidissement me semble un peu simple, en tout cas sa fixation mérite une amélioration, et le ventilateur est petit à mon goût... mais à voir sur la longueur...
Le système permet le changement "à chaud" du fils (de son diamètre), cad dire qu'il est possible de mettre du 3mm ou du 1,5mm. Elle est également livrée avec plusieurs buses 0.2 0.35 0.5 et 0.8. C'est bien, et ce n'est pas trop dure à modifier (même en live).
Cette nouvelle tête nécessite quelques ajustements au niveau du firmware (bien documenté, et ne surtout pas oublier de changer les PID et le fichier de conversion des valeurs mesurées en température (thermistortables.h).
Et voici la tête montée sur ma petite imprimante :

Je fais 2, 3 tests avec, et cela semble plutôt pas mal... mais à confirmer. A noter que je l'ai bouchée (probablement à cause du faite que mon ventilo n'est pas connecté sur le 12V direct, et que j'ai oublié de l'activer quelquessss fois...). Pour le nettoyage cela été plutôt simple (démontage à chaud, nettoyage à chaud et remontage...).
L'auto leveler
Bon le principe que je me suis mis en tête est de mettre un capteur inductif, et de détecter une zone particulière du lit pour faire le Home Z...
Comme je n'ai pas un Lit en métal (Alu), j'ai utilisé du ruban métallique adhésif (en Alu)... Très bon résultat rapidement.... Mais, car il y a un mais... Dés que j'ai commencé à jouer avec de l'ABS et donc à faire chauffer le lit à 90°c, et bien là tout est partie en sucette !
La distance de détection de la cellule inductive est dépendante de plusieurs facteurs dont la température de l'objet à détecter et de la nature du métal... Aie Aie... pas prévu ce coup là ! Et dans le cas du ruban adhésif la variation est de plus de 3 mm ! Et du coup la tête touche franchement, ou est franchement trop haute (en fonction que vous ayez calibré à chaud ou à froid). Un petit document explique tout cela très bien (source Schneider Electric) en voici l'extrait croustillant :

Malheureusement Marlin, ne fait pas de calcul de correction de ce type d'effet, et vu que le delta Z (palpeur - tête) est fixé en dure dans une constante (un #define), il faudrait idéalement une compilation du firmware par température...
Bon ça c'est pas possible, il faut trouver une solution.... La première qui me vient à l'esprit, est d'augmenter la quantité de métal pour la détection... et je me suis dit que peut être des pièces de monnaie pourrait faire l'affaire... Et donc voici la petite réalisation :
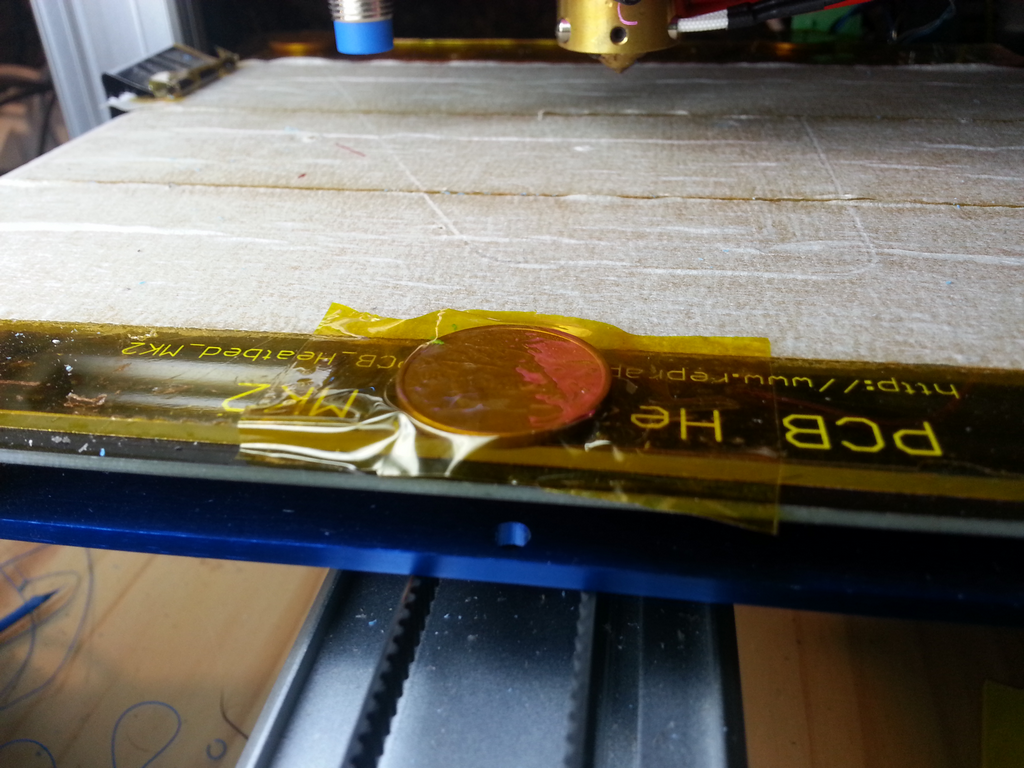
Après quelques tests de bases (home, Z + 10, YX 100, mesure de la hauteur de tête) en fonction de la température , c'est pas trop mal, j'ai un delta de 0,5 mm (précision du réglet) entre le 26°c et 100°c. donc si je calibre au milieu c'est à dire vers les 61°c, je dois pouvoir contenir l'erreur.
Voici les résultats des mesures (attention la hauteur correspond à un point de repère et pas la tête) :
| Température | hauteur |
|---|---|
| 29° | 50 mm |
| 50° | 50 mm |
| 60° | 50 mm |
| 75° | 50 mm |
| 82° | 50 mm |
| 90° | 50,5 mm |
Histoire à suivre.....











{kind=link}